
激光打孔的过程是如何形成的
文章出处:
文章类型:原创
人气:
发表时间:2018-02-26 14:25:00
激光打孔的过程是:聚焦的高能量光束射在工件上,使被加工材料表面激光焦点部位式中F—一焦点处的激光功率密度的温度迅速上升,瞬间可达万摄氏度以上,当温度升至接近于材料蒸发的高温时,激光对材料的去除加工开始进行,此时,固态金属发生强烈的相变,最先出现液相金属,进而产生待蒸发的气相金属,随着温度的不断上升,金属蒸气携带着液相物质以极高的速度从液相底部猛烈地喷溅出来,在喷溅物中,大约有4/5的液相物质被高压金属蒸气从加工区内排出,从而完成打孔过程,在这一过程中,金属蒸气仅在光照脉冲开始约10-0~10-8s内就形成了,面用于激光脉冲打孔的脉冲宽度均大于10-10~10-8s。当金属材料一旦形成蒸气喷射,对光通量的吸收特性将会产生很大影响。
由于金属蒸气对光的吸收比固态金属对光的吸收要强烈得多,所以这时的光通量几乎全部被吸收用来使金属升温,金属材料将继续被强烈地加热。而且用于去除材料的光通量远比热扩散的光通量要大得多,金属蒸气流的温度及发光亮度都有显著提高。由此,在开始相变区域(通常为圆窝形)的中心底部形成了非常强烈的喷射中心。蒸气喷射的状况表现为:开始是在较大的立体角范围向外喷,随后逐渐聚拢,形成稍有扩散的喷射流。此时由于相变的产生极为迅速,尚未使横向熔融区扩大,就已被金属蒸气“全部”搏带喷出。激光光通量几乎完全用于沿轴向逐渐深入材料内部,去除内部的金属材料。
由于光通量总是具有一定能量的,横向尺寸由最初的喇叭口形逐渐收敛到一定值后,便会达到稳定不变的状态。这种状态一直维持到激光脉冲即将结束,这时激光光强开始迅速减弱,已熔化尚未被排出的液相材料会重新凝聚在孔壁上,形成再铸层。由于再铸层的厚度、残留状态及分布情况等都是无规则的,因此,对激光打孔的精度和重复性都会产生一定影响。
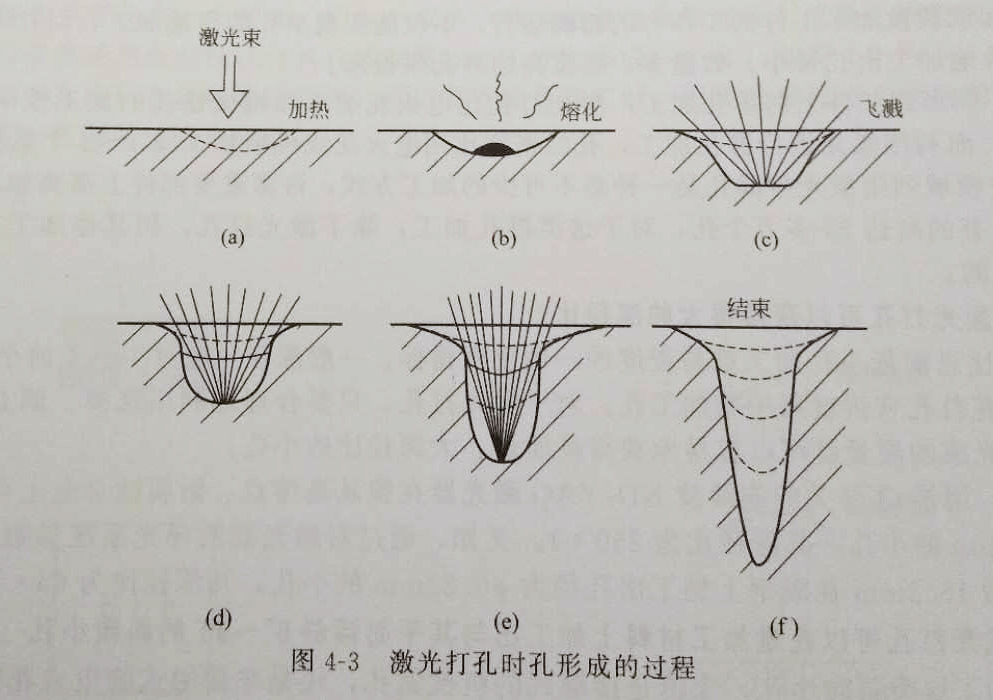
一般来讲,再铸层的形态取决于材料的性质和激光脉冲波形的尾缘形状,尾缘越陡,再铸层越少以脉冲激光打孔为例,激光打孔过程可分为三个阶段:前缘阶段、稳定输出阶段和尾缘阶段在前缘阶段,激光束最初照射在被加工材料上并开始与其相互作用,由于材料表面的反射损耗,使材料被加热的速度较后一阶段的反应激烈程度略显缓和,随着热量向材料内部传导,造成周围区域内的材料升温,这一阶段的相变以熔化为主,相变区面积略宽,而深度较浅,激光束继续照射被加工材料,加工进入第二阶段,由于相变使材料的吸收率增大,加热后反应更加剧烈,开始产生金属蒸气,熔融区面积逐渐缩小,孔形呈收敛趋势而深度增加、随后打孔过程相对稳定,材料的汽化程度剧增,气相物质裹带着液相材料飞溅出加工区,形成了锥度较小的圆柱孔段。
最后进入尾缘阶段,激光对材料的加热临近终止,材料的汽化c熔化状态即将结束,在孔形的最后阶段形成了尖锐的锥形底孔。孔形成的过程如图所示。由上述脉冲激光打孔过程可以看出,材料的熔化和蒸发是激光打孔的两个最基本的过程,其中,提高汽化蒸发的比例可以增加孔径的深度,而加大孔径主要靠孔壁熔化和蒸气压力以飞溅的方式将液相物质排出加工区来实现。
上一篇:激光打孔的原理及特点详解 下一篇:激光热传导传感器焊接基本原理
此文关键字:
同类文章排行
- 激光界的“武林高手”:一文读懂连续激光器与准连续激光器
- 一文读懂光纤激光打标机,从认知到上手
- 激光焦深,你真的了解吗?
- 告别蓝膜时代!飞镭激光为您解锁高效、无损除膜新工艺
- 激光标记工艺的有关问题
- 激光打标机的高功率激光器性能参数设计
- uv紫外激光打标机性能特点及参数
- 产生激光的典型能级有三能级和四能级系统
- 打标机激光器的基本组成结构
- 激光打标机激光器的工作原理和技术介绍
最新资讯文章
- 激光界的“武林高手”:一文读懂连续激光器与准连续激光器
- 一文读懂光纤激光打标机,从认知到上手
- 激光焦深,你真的了解吗?
- 告别蓝膜时代!飞镭激光为您解锁高效、无损除膜新工艺
- 激光标记工艺的有关问题
- 激光打标机的高功率激光器性能参数设计
- uv紫外激光打标机性能特点及参数
- 产生激光的典型能级有三能级和四能级系统
- 打标机激光器的基本组成结构
- 激光打标机激光器的工作原理和技术介绍
- 打标机激光器的常见种类及优势
- 激光打标机光束在谐振腔中的传播情况
- 光和物质的三种相互作用及爱因斯坦关系式
- 激光打标机光腔的损耗和激光振荡的阈值条件
- 激光的三能级系统单模激光器速率方程
- 激光打标机激光器光学谐振腔的设计原理
- 紫外激光打标机标记的三种基本方式
- 激光合金化参考的合金系
- 激光表面合金化类型
- 激光表面合金化类型