
焊接设备怎么选?飞镭激光这份全场景选型指南,让您的每一分投资都焊出价值
从新能源电池到精密连接器,从铝材难题到铜材挑战,一套方案解决您的焊接痛点
在新能源汽车爆发式增长、精密电子微型化迭代的今天,激光焊接已从“可选工艺”变为“刚需技术”。然而,面对市场上功率各异、功能繁多的激光焊接设备,许多企业陷入选择困境——功率买大了浪费预算,买小了焊不透;机型选错了,要么热影响区过大损伤精密件,要么无法突破高反材料的能量阈值。
作为拥有17年技术沉淀的国家高新技术企业,飞镭激光认为:焊接设备的本质是能量与材料的精准对话。 今天,我们为您梳理一套覆盖全场景的选型指南,助您一步到位选对设备,让每一分投资都转化为稳定可靠的焊缝。
第一步:对号入座——您的材料决定激光器的“心脏”
选焊接设备,第一道题是材料。不同材料对激光波长的吸收率、热传导特性天差地别,直接决定您需要什么样的激光器。
您的产品材质 焊接难点 飞镭推荐机型 核心技术优势 典型应用场景 铜、金、银等高反材料 3000瓦光纤激光焊接机 铝及铝合金 蓝光复合激光焊接机 铜铝异种材料 QCW双头激光焊接机 不锈钢、碳钢 连续光纤激光焊接机 精密电子元件 QCW精密脉冲焊接机
记住这个选型逻辑:高反材料靠抗反射技术,铝材需要复合波长,异种材料要双脉冲协同,精密件必须冷加工。
第二步:功率匹配——您的厚度决定激光的“力道”
激光功率必须与材料厚度精准匹配——功率太小无法熔透,功率太大则烧穿变形。以下是飞镭激光基于数千次测试总结的功率-厚度对应表 :
材料类型 厚度范围 推荐功率 焊接速度参考 热影响区控制
实用建议:如果您的产品厚度跨度较大,建议按最大常用厚度选择功率,同时通过脉冲模式调节适应薄板焊接。飞镭激光设备支持连续、脉冲及多种复合焊接模式一键切换,一台设备覆盖多场景需求 。
第三步:场景落地——不同材料的“工艺参数宝典”
场景一:新能源铜片焊接(3000瓦光纤机)
铜材焊接是新能源行业的“硬骨头”——高反射率导致能量浪费,热导率快导致熔池不稳定。飞镭激光为某头部新能源企业定制的铜片焊接方案已稳定运行一年以上 。
飞镭落地参数: 功率:2800-3000W(自适应调节) 焊接速度:40-60mm/s 光斑模式:摆动焊接,幅度0.5-1.0mm 保护气体:氩气,流量15-20L/min 效果:焊缝熔深均匀,无气孔裂纹,导电性能提升15%,良品率99.5%以上
场景二:铝材深熔焊接(蓝光复合机)
铝合金焊接的核心痛点是氧化膜和热裂纹。飞镭激光的蓝光复合技术,让铝材吸收率从不足10%跃升至85%以上 。
飞镭落地参数: 主激光:3000W光纤激光(深熔) 辅助激光:500W蓝光(破膜) 焊接速度:50-80mm/s 热影响区:≤0.25mm 气孔率:<0.3%(远超行业标准) 效果:焊缝光滑如镜,无需二次打磨,适配电池托盘、水冷板等关键部件
场景三:精密连接器端子焊接(QCW双头机)
连接器端子间距已压缩至0.15-0.25mm,传统焊接极易桥连或损伤塑料基体。飞镭QCW双头激光焊接机专为此类场景设计 。
飞镭落地参数: 脉冲宽度:100-500μs可调 峰值功率:平均功率的10倍 焊接时间:≤0.3秒/点 重复定位精度:±0.02mm 效果:焊点呈“钉子状”深熔形态,拉力强度超过母材85%,接触电阻<1mΩ,镀层保留率95%以上
场景四:异种材料焊接(铜铝/钢铝)
铜铝焊接易生成脆性化合物,是行业公认的难题。飞镭通过双焊头差异化能量分配,实现高质量连接 。
飞镭落地参数: 铜侧能量:高脉冲能量,确保深熔 铝侧能量:低脉冲能量,减少脆性化合物 摆动幅度:0.1-1mm可调 脆性层厚度:≤10μm 拉力强度:≥250MPa 效果:通过MIL-STD-883H振动测试(≥20G),满足车载严苛要求
第四步:机型抉择——固定式、手持式、双头式怎么选?
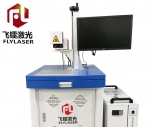
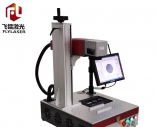
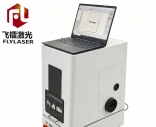
方案A:固定式封闭焊接机(适合批量生产、高精度要求)
适用场景:汽车零部件、电池模组、精密电子等需要高重复精度、自动化集成的场景。
飞镭推荐:3000瓦封闭式激光焊接机
核心优势: 全封闭防护结构,隔离强光飞溅,保障操作安全 高效烟尘净化系统,符合环保标准 支持与机械手、流水线无缝对接,自动化程度高 激光源寿命10万小时以上,维护成本低
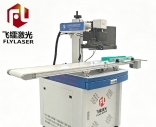
方案B:手持式激光焊接机(适合大型工件、现场作业)
适用场景:不锈钢栏杆、大型结构件、现场维修等需要灵活移动的场景。
飞镭推荐:手持式激光焊接机
核心优势 : 焊接速度比TIG快4-10倍,可达100cm/min以上 焊后打磨工作量减少80%,大幅节省人工 操作门槛低,30分钟即可上手 可选“三合一”功能:焊接+清洗+切割,一机多用 注意:需配置激光安全区(OD6+防护帘),确保操作安全
方案C:双头协同焊接机(适合多排端子、异种材料)
适用场景:连接器端子、多排焊点、铜铝异种材料等需要差异化能量分配的精密焊接。
飞镭推荐:QCW双头激光焊接机
核心优势: 双焊头异步协同,产能较单头提升80%-120% 可同时完成“定位点焊+强化点焊”,简化工序 独立CCD视觉定位,重复精度±0.02mm 内置80组以上工艺参数库,一键调用
第五步:冷却方式——水冷还是风冷?
这个选择直接影响设备的连续工作能力和占地空间 。
对比维度 水冷机型 风冷机型 适用场景 功率范围 连续工作时长 维护要求 占地面积 前期成本
决策建议:如果每天焊接时间超过6小时、材料较厚、追求最大效率,选水冷;如果是小批量多品种、空间有限、预算敏感,风冷是更便捷的选择。
第六步:超越设备——您需要的是一套“智能焊接系统”
在智能制造时代,焊接设备不仅是加工工具,更是数据节点和质量保障核心。飞镭激光的设备已全面支持:
1. 智能视觉定位与焊缝追踪
CCD视觉定位:自动识别工件位置偏差,实时补偿,定位精度±0.02mm AI焊缝追踪:动态调整焊接路径,即使工件存在变形也能精准焊接 同轴视觉监控:操作者可实时观察熔池状态,及时调整参数
2. 在线质量监测
OCT在线检测:实时监测焊缝熔深,确保每一道焊缝符合要求 红外测温反馈:动态调整功率输出,防止过热损伤 等离子体监测:预警焊接异常,及时干预减少废品
3. 系统对接能力
硬件接口:Ethernet、RS232、I/O接口,可轻松与PLC、机械手联动 软件层面:支持与MES系统无缝对接,实现工单自动下载、数据实时上传 数字孪生:在虚拟环境中模拟焊接过程,优化工艺参数
第七步:综合评估——如何选择靠谱的供应商
选型评估七步法
材料分析 厚度范围 精度要求 产能需求 工作环境 预算范围 供应商实力
为什么选择飞镭激光?
17年技术沉淀:成立于2008年,国家高新技术企业,专注激光焊接领域 全场景产品矩阵:从QCW精密焊接、光纤连续焊接到蓝光复合焊接、手持焊接,覆盖所有应用场景 工艺数据库支撑:拥有涵盖数百种材料的工艺参数库,寄送样品免费测试,用实际效果说话 全球服务网络:国内华东、华中、华北、西南设立分公司;国外30多个国家和地区拥有代理网络,确保 “2小时响应,24小时上门” 的服务承诺 核心部件质保:激光器寿命10万小时以上,核心部件提供长达2年保修
结语
选择激光焊接设备,本质上就是选择一套适配您产品特性、生产节拍、质量要求的完整解决方案。从新能源电池到精密连接器,从铝材轻量化到铜材高导电,飞镭激光都有经过验证的成熟方案。
激光焊接不是“一买了之”,而是持续优化的工艺迭代。飞镭激光不仅提供设备,更提供从工艺测试、参数优化到售后维护的全生命周期服务。
如果您正面临以下困扰:
铜铝等高反材料焊不透、飞溅大? 铝材焊接气孔多、变形严重? 精密件热影响区过大,损伤周边元件? 想要对接自动化产线,却不知道如何选型?
立即私信留言“材料+厚度+需求”(如:铜片+2mm+自动化),即可获取:
专属设备选型方案(资深工程师1对1服务) 免费打样测试验证(用您的产品,看我们的效果) 行业案例合集(看同行如何用飞镭降本增效)
飞镭激光——光耀智造,焊接未来!
咨询热线:0769-22255585官网:www.flylaser.net
#焊接设备怎么选 #手持式激光焊接 #自动化激光焊接 #激光焊接厂家 #高性价比焊接 #铝板焊接 #铜板焊接 #免打磨焊接 #焊接投资价值 #飞镭激光选型指南
同类文章排行
- 人气鼎沸,实力出圈!飞镭激光精彩亮相深圳 AI 算力 & 数据中心液冷技术展
- 喜报|实力认证,创新加冕!飞镭激光正式荣获国家高新技术企业称号
- 关于飞镭激光精密激光焊接设备日常维护与使用寿命要点
- 追光而行 智启未来|阿秒科学中心科学代表一行莅临飞镭激光参观走访
- 打破加工维度:360度旋转激光打标机配XY轴如何重塑曲面标识工艺?
- 硬核通过富士康审厂!飞镭激光以源头硬实力,锚定全球智造供应链新标杆
- 镭射智造·智冷未来——飞镭激光重磅亮相CITE2026,以尖端激光技术赋能液冷服务器产业革新
- 聚力连接·智赋精工 | 飞镭激光荣耀赞助深圳市连接器行业协会年会,以激光精密方案赋能行业智造升级!
- 焊接设备怎么选?飞镭激光这份全场景选型指南,让您的每一分投资都焊出价值
- 智冷赋能·镭动湾区|飞镭激光邀您共赴2026大湾区国际液冷产业大会,共启散热技术新征程
最新资讯文章
- 人气鼎沸,实力出圈!飞镭激光精彩亮相深圳 AI 算力 & 数据中心液冷技术展
- 喜报|实力认证,创新加冕!飞镭激光正式荣获国家高新技术企业称号
- 关于飞镭激光精密激光焊接设备日常维护与使用寿命要点
- 追光而行 智启未来|阿秒科学中心科学代表一行莅临飞镭激光参观走访
- 打破加工维度:360度旋转激光打标机配XY轴如何重塑曲面标识工艺?
- 硬核通过富士康审厂!飞镭激光以源头硬实力,锚定全球智造供应链新标杆
- 镭射智造·智冷未来——飞镭激光重磅亮相CITE2026,以尖端激光技术赋能液冷服务器产业革新
- 聚力连接·智赋精工 | 飞镭激光荣耀赞助深圳市连接器行业协会年会,以激光精密方案赋能行业智造升级!
- 焊接设备怎么选?飞镭激光这份全场景选型指南,让您的每一分投资都焊出价值
- 智冷赋能·镭动湾区|飞镭激光邀您共赴2026大湾区国际液冷产业大会,共启散热技术新征程
- 开年启新程,智造领未来——飞镭激光2026全自动PACK产线重磅出货,赋能新能源高质量发展
- 初八启航!飞镭激光干劲“满格”,2026与您“镭”厉风行占先机!
- 精度与速度的飞跃:飞镭激光如何重塑塑料打标新标准
- 飞镭激光:PCB板精密加工的革新利器
- 飞镭激光:PCB板精密加工的革新利器
- 展望未来:飞镭激光在智能充电宝标识领域的创新与布局
- 飞镭激光全自动化蓝膜去漆机落户浙江,开启电子制造智能化新篇章
- 光铜互连 智启极速新程 | 飞镭激光重构高速数据连接生态
- 飞镭激光招聘通知
- 在线飞行激光打标机价格哪家便宜?