
激光打标机软件常用 6 大参数详解
适用:光纤/紫外/CO₂打标机,开光延时、关光延时、标刻速度、跳转速度、跳转延时、拐点延时是调标刻深浅、断线、炸点、拐角毛刺核心参数
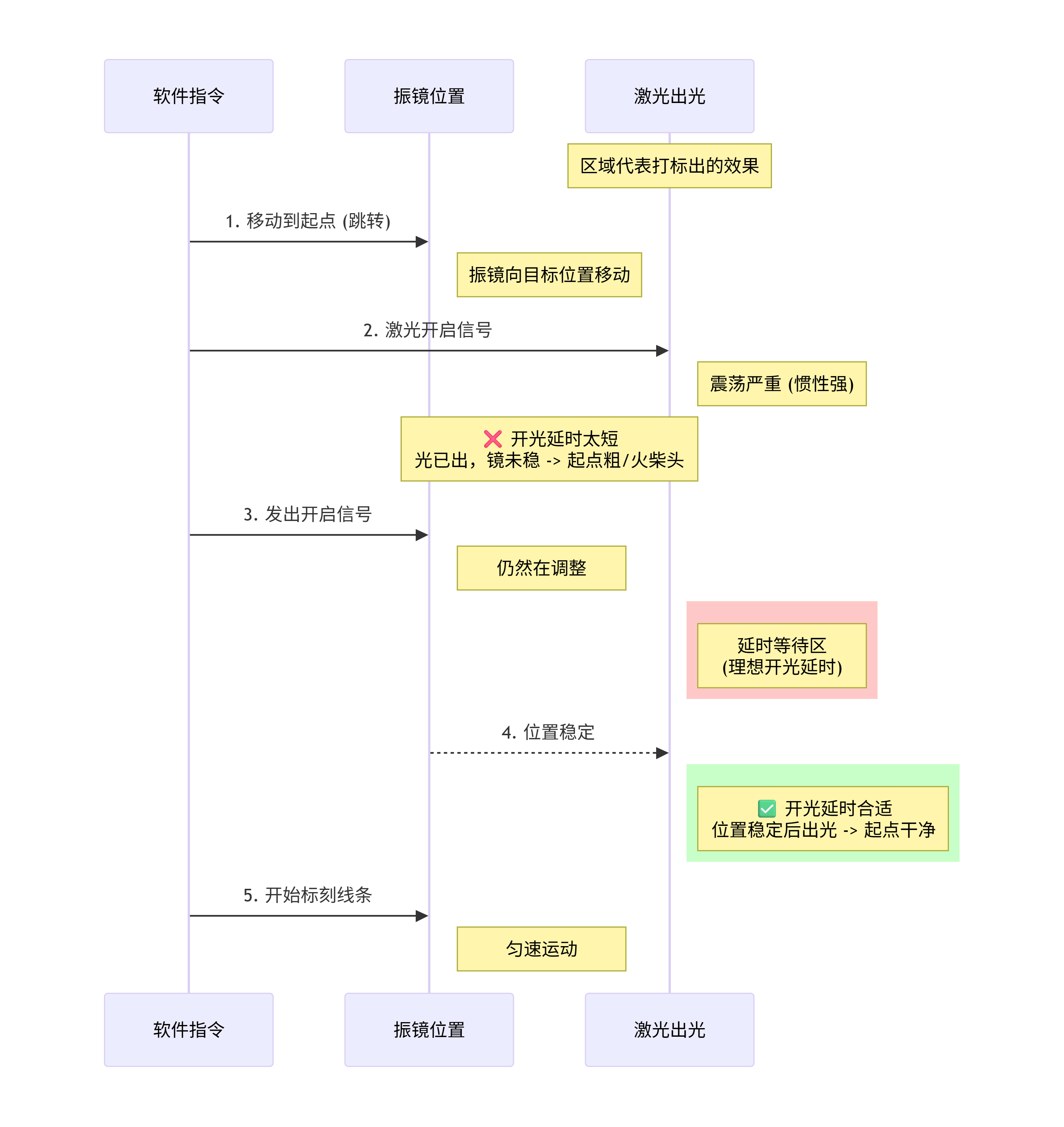
这些延时和速度参数,本质上是用来协调激光出光与振镜运动的。由于机械运动存在惯性,调整这些参数就是为了确保“激光该亮的时候位置要对,该灭的时候不能拖泥带水”。
以下是核心参数的解释与调整方法,为了方便你理解,我绘制了对应的时序效应图。
一、开光延时(Laser ON Delay / 开激光延时)含义
从振镜走到标刻起点 → 激光器出光中间等待的时间,单位:μs(微秒),常规范围:-500~2000μs
正数:振镜先到位,等延时结束再出激光 负数:激光先打开,振镜后走到起点
作用&调试
开光延时偏大:起点烧深、起点圆点过大、起笔糊边 开光延时偏小/负数过大:起点缺刻、打不到、开头断线 光纤常规:0~300μs;精细小字/紫外:-50~150μs;CO₂皮革木材:200~800μs 故障现象:
延时太短:振镜还在晃动,激光就亮了,导致起点出现明显的“火柴头”或大圆点。
延时太长:振镜已经开始移动了激光才开,导致笔画起始段缺笔(少了一块)
二、关光延时(Laser OFF Delay / 关激光延时)
含义
振镜走到线段终点 → 关闭激光的滞后时间,单位μs
正数:振镜停在终点,延时结束再关灯 负数:提前关灯,振镜再走完收尾
作用&调试
关光延时太大:收尾尾巴过长、末端黑点、线条末端变粗 关光太小:线段末端缺笔画、收尾断墨 常规参数:0~300μs;金属精细打标0~100μs 故障现象:
延时太短:光已灭,但镜片仍在甩动停止,导致线条末端拖出一条小尾巴或圆圈不闭合。
延时太长:光还没灭干净,镜片就开始跳转,导致末端留下一个大黑点(火柴头)。
✅ 开光+关光合称首尾延时,控制线条两头粗细均匀。
含义
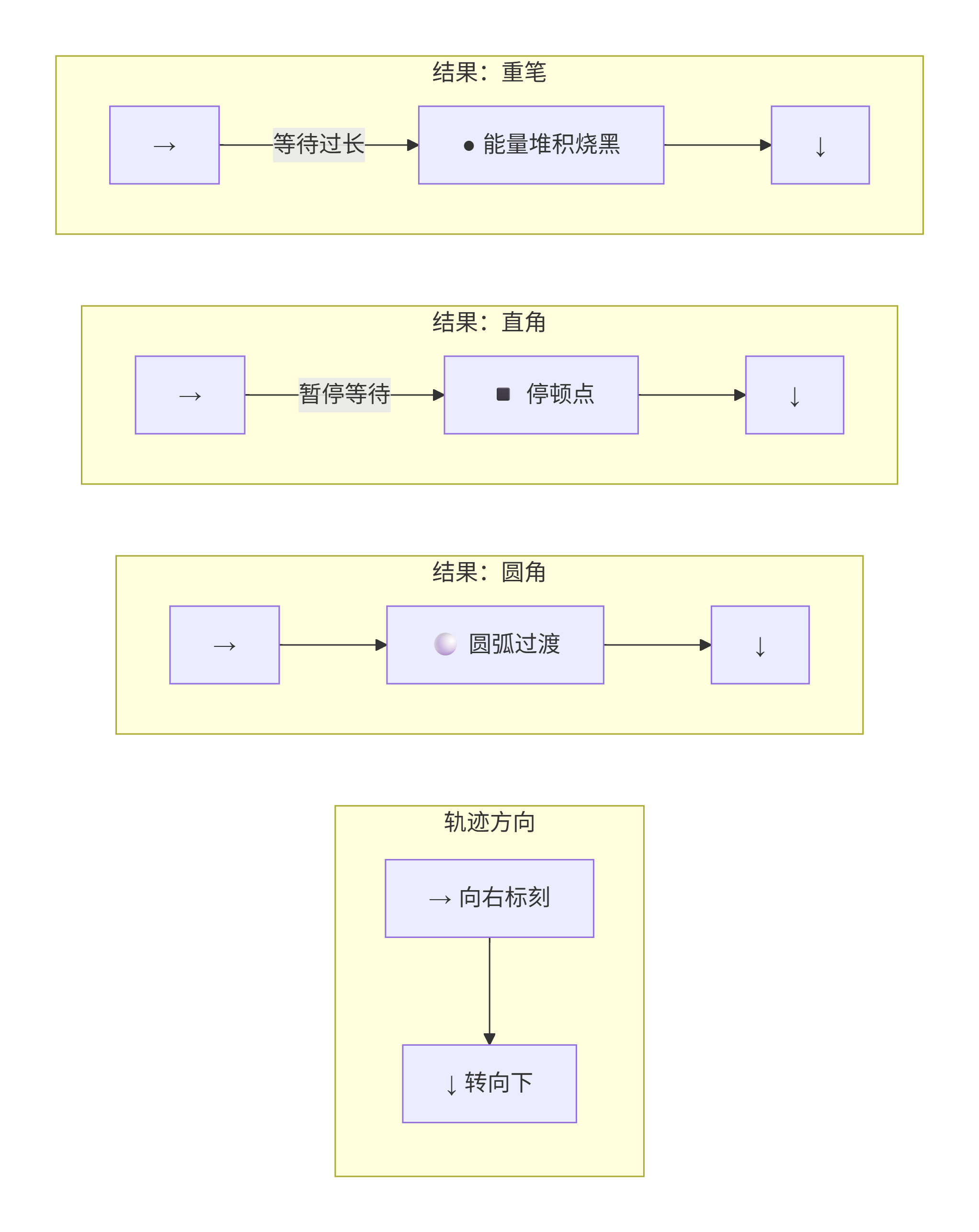
线条走到90°/锐角拐点处,振镜短暂停顿的时间,单位μs 拐弯时减速停留,防止拐角因为速度太快缺角/圆角。
调试规律
拐点延时大:拐角停留久→拐角烧深、拐角发黑变大、方块内角变圆黑 拐点延时太小:拐角走不到位、缺角、直角变成圆弧 大字粗线:200~600μs;精密小字:0~150μs;圆弧图案可设0 故障现象:
延时太短:振镜“刹不住车”,直接把直角拉成了圆弧或钝角。
延时太长:能量在拐角处堆积过多,导致烧蚀过重、发黑或形成大圆点。
四、标刻速度(Mark Speed / 加工速度)
含义
振镜画线出激光时的移动速度,单位:mm/s(毫米每秒)
速度越快:激光停留材料时间越短 → 刻痕越浅、颜色越淡 速度越慢:激光停留久 → 刻得越深、发黑明显
1. 标刻速度
定义:打标时光束移动的速度(mm/s)。
调整原则:速度越快,热影响区越小,但激光脉冲跟不上容易产生虚线(点不挨着点)。需配合频率调整。
经验:金属件常用中低速(保证深度),塑料或漆面常用高速(保证清晰不发黄)。
2. 跳转速度
定义:打完一个区域移动到下一个区域时(不出光)的速度。
调整原则:在不产生异响(啸叫)和机械误差的前提下,越快越好,以缩短非加工时间。
3. 跳转延时
定义:振镜快速跳转到位后,为了消除机械振动而等待的缓冲时间。
调整原则:这是一个“刹停”参数。
太小:刚跳到起点还没来得及稳住,激光就开了,会在填充线的开头出现抖动和散点。
太大:浪费时间,降低生产效率。
五、跳转速度(Jump Speed / 空跳速度)
含义:
不发光空走速度(两段图案中间抬笔空移动,激光关闭状态),mm/s 空走:打完一条线→跳到下一个笔画起点,全程不出光。
作用&调试
速度越快:整体打标效率越高、整机加工时间变短 极限过高:振镜抖动、跳点错位、图案偏移 常规:3000~8000mm/s,小幅面10000以内
六、跳转延时(Jump Delay / 空跳延时)
含义
振镜空跳到位后,等待多久再开始下一段标刻,单位μs 空跳落地→延时结束→开光开始画线。
故障对应
延时过小:跳笔起点错位、小字分家、图案移位 延时过大:整机效率变慢、打标耗时增加 通用:50~300μs;高精度小件100~200μs
快速实操调试口诀
起笔圆点大→加大开光延时;起笔缺墨→减小开光或负数 收尾拖尾黑点→减小关光延时;收尾缺笔→加大关光 拐角圆角缺边→加大拐点延时;拐角发黑臃肿→减小拐点延时 深浅不一致→优先改标刻速度;整体太慢→拉高跳转速度 字符错位分家→加大跳转延时
如果您刚接触一台机器,建议按以下顺序建立参数基准:
画一个简单的正方形(带填充)。
调节“跳转延时”和“拐点延时”:从较小的值(如50-100us)往上加,直到填充线的两头不弯曲、拐角不圆钝为止。
调节“开光延时”:观察起点有没有“疙瘩”。
调节“关光延时”:观察终点有没有“小尾巴”。
调节速度与频率:设定目标速度,确保点与点重叠形成实线。
另外,不同功率的激光器(如光纤、紫外、CO₂)对延时的敏感度不同,但上述调整逻辑是通用的.
飞镭源头工厂,自研打标 / 焊接 / 精密激光设备,按需定制、售后直达厂家。
同类文章排行
- 什么是调Q?一句话看懂激光核心原理
- 多年深耕电感剥漆行业,CCD视觉定位,精准剥离漆层无残留
- 激光打标机软件常用 6 大参数详解
- 飞镭激光|电感剥漆专业设备厂商,服务众多电感制造企业
- 紫外激光精密剥漆,飞镭激光多年深耕,不伤铜芯、易上锡
- 一体成型电感三面剥漆,飞镭激光深耕多年工艺稳定可靠
- 全自动电感激光剥漆机,飞镭激光多年行业经验,高速高良率
- 替代化学机械剥漆,飞镭激光多年深耕电感绿色加工方案
- 看不见的高温隐患:激光加工如何控热防不良
- 飞镭激光电感剥漆设备,成熟应用于绕线电感/贴片电感制程
最新资讯文章
- 什么是调Q?一句话看懂激光核心原理
- 多年深耕电感剥漆行业,CCD视觉定位,精准剥离漆层无残留
- 激光打标机软件常用 6 大参数详解
- 飞镭激光|电感剥漆专业设备厂商,服务众多电感制造企业
- 紫外激光精密剥漆,飞镭激光多年深耕,不伤铜芯、易上锡
- 一体成型电感三面剥漆,飞镭激光深耕多年工艺稳定可靠
- 全自动电感激光剥漆机,飞镭激光多年行业经验,高速高良率
- 替代化学机械剥漆,飞镭激光多年深耕电感绿色加工方案
- 看不见的高温隐患:激光加工如何控热防不良
- 飞镭激光电感剥漆设备,成熟应用于绕线电感/贴片电感制程
- 多年电感剥漆技术沉淀,飞镭激光一站式激光剥漆解决方案
- 匠心深耕电感剥漆赛道,飞镭激光助力电感制造高效提质
- 聚力液冷核心工艺,赋能AI算力新基建|飞镭激光亮相2026文鳐·第三届国际AI数据中心液冷散热供应链峰会
- 高压水冷连接件激光焊接成型注意事项
- 光纤激光焊接机相比传统焊接有哪些优势
- 电感激光剥漆选飞镭:以深厚行业积淀,赋能全规格电感量产加工
- 飞镭激光|深耕电感剥漆多年,专注一体成型电感精密激光去漆
- 服务器水冷板激光焊接设备选型指南:柔性生产时代的高效解决方案
- 自动化激光焊接在歧管批量生产中的应用优势
- 飞镭激光旋转轴光纤激光打标机|圆管轴类零件 360 度无缝旋转打标