
什么是调Q?一句话看懂激光核心原理
很多天天操作机器的激光工程师,确实未必真正理解“调Q”到底在调什么。我们换个很生活化的方式来解释它。
一、先忘记“调Q”这个词,想象一个场景
你有一个水桶,桶底有个水龙头。
正常情况:你一边往桶里倒水,水龙头一边开着放水。桶里永远只有一点点水,流出来的水流很细、没力气。
调Q模式:你先把水龙头关死,拼命往桶里倒水,等桶里的水积攒到极限、快要把桶撑爆了,突然猛地把水龙头拧到最大。
结果呢?那一瞬间,巨大的水压带着所有的水轰的一下喷涌而出,冲击力极强。
激光调Q,干的就是这件事——先“憋大招”,再“瞬间释放”。
调 Q = 激光的水坝开关
Q = 激光腔体品质,高 Q = 闸门全开、激光瞬间爆发;低 Q = 闸门关死、只储能不出光。
关闸储能(低 Q)
:Q 开关挡住光路,激光器不停耗电攒能量,光能全部锁在激光腔内部,只蓄不放; 瞬间开闸(高 Q)
:软件给 Q 开关发信号,闸门瞬时打开,积攒的全部能量纳秒瞬间一次性炸开,形成尖头高能脉冲激光。
对比:不调 Q = 细水长流慢慢出水(连续光、热量大、打标浅);调 Q = 憋满水猛然开闸(瞬时爆能、点小劲大、打深不发烫)。
二、激光器为什么需要“憋大招”?
激光器工作要两个条件:
有能量来源(比如闪光灯、电流)——相当于往桶里倒水
有共振腔(两面镜子夹着激光晶体)——相当于水龙头和水管
如果不调Q,激光就像水龙头没关紧:能量一边积累一边消耗,输出的激光功率不高、脉冲不猛,适合连续打标,但刻不深、打不黑白塑料。
调Q的关键动作:在共振腔里放一个“快开关”(Q开关),先关掉开关阻止激光输出,让能量在晶体里疯狂积累。等能量攒到最大值,突然打开开关,瞬间释放出一个峰值功率极高的激光脉冲。
打标机里 Q 开关长啥样?干什么活?
咱们光纤 / YAG 打标用声光主动调 Q(软件可控,市面 99% 打标标配):激光器腔体里装一块 Q 晶体 + Q 驱动电源,软件通过Q 频率、开光延时、关光延时控制晶体通断,实现一秒几十~上十万次开合、一秒打出成千上万激光脉冲。
不开 Q:激光持续漏光,光斑大、发热重、容易烧产品; 调好 Q:脉冲尖、峰值高、金属刻字锋利、氧化铝黑标、塑料不糊边。
软件里 3 个核心调 Q 参数,大白话释义
1、Q 频率(重复频率,Hz)|最常用参数
含义:一秒钟 Q 开关开合多少次、出多少个激光脉冲
数值小(1k~5kHz):脉冲间隔大、单次储能足、单点能量巨高,深雕金属、除锈、剥漆; 数值大(20k~100kHz):脉冲密密麻麻、单脉冲能量变低、热量均匀,精细浅雕、塑料打码、电镀层打标。 ✅调试口诀:深雕降频率,浅标提频率
2、开光延时(Q 延迟,μs)|脉冲起跑时间
含义:振镜走到打标点位→延后多久打开 Q 开关出激光
延时太小:振镜还没站稳就出光,起笔毛边、字头粗大; 延时太大:振镜走过去了才出光,字体缺头、起始断笔。 ✅常规起步参数:80~180μs,金属 120μs,塑料 150μs,毛边加大延时,缺笔画减小延时。
3、关光延时(重点:新手最难调,实操调试方法)
含义:振镜走完一段线条→提前多久关闭 Q 开关断激光
问题现象:收尾拖尾、字体尾巴变粗、拐角起瘤、线条末尾发黑,全是关光延时不对。
【关光延时分步调试步骤】
基准起步值
:统一先设30~80μs(光纤常规 50μs,YAG 固体机 70μs); 出现拖尾、尾粗
:加大关光延时,提前关激光,振镜收尾不拖光; 出现缺尾、笔画收不全
:减小关光延时,延后关灯,保证笔画完整; 拐点毛刺严重
:关光 + 拐点延时同步加 20μs,消除拐角堆料; 薄料塑胶糊边
:关光延时 + 20μs + 拉高 Q 频率,减少末尾余热灼烧。 补充:拐点延时
线条转弯时振镜减速,延时控制转弯阶段激光长短,拐角爆点加延时,拐角缺肉减延时。
三、一张图看懂“调Q”前后的巨大差别
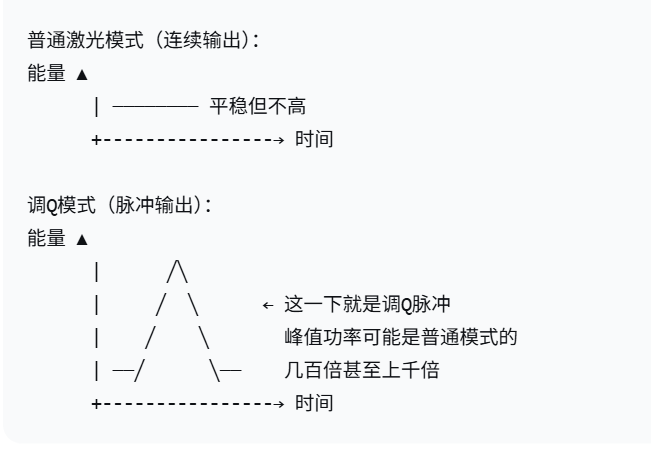
简单理解:
普通模式像一根蜡烛,一直亮,但不太亮
调Q模式像一颗闪光弹,平时不亮,一亮就刺瞎眼
四、实际操作中“调Q”体现在哪里?
在你用的激光打标软件里,“调Q”相关参数通常藏在这里:
Q频率(或脉冲频率,kHz)
直观理解:频率低 = 少次数但每拳很重;频率高 = 快速轻拳连击
低频率(20-50 kHz) → 每个脉冲能量更大 → 打得更深、更黑
高频率(100-200 kHz) → 脉冲更密集 → 表面更光滑、热影响小
Q脉冲宽度(如果可调)
越窄 → 脉冲越短、峰值功率越高 → 适合“脆性打黑”
电流/功率
调Q时必须配合电流:电流太低憋不出能量,电流太高晶体可能损坏
五、记住这句话就够了
调Q就是让激光器先“憋住能量不发光”,等憋到极限,瞬间放出巨大能量的一击。
不调Q:一直亮,一直有光,但力量分散
调Q:平时不亮,一亮就炸
对操作者的实际提醒:
打黑色字体、深雕 → 降低Q频率(20-50kHz),稍微加大电流
打浅标、怕烧的材料 → 提高Q频率(80kHz以上),降低电流
机器没力、打不黑 → 优先降频率,而不是无脑加功率
这样解释后你还觉得调Q很神秘吗?
飞镭源头工厂,自研打标 / 焊接 / 精密激光设备,按需定制、售后直达厂家。
同类文章排行
- 224G高速背板连接器低阻抗激光焊接工艺指南
- 224G高速背板连接器低阻抗激光焊接工艺指南
- 激光界的“武林高手”:一文读懂连续激光器与准连续激光器
- 镀金铜端子绿光激光点焊,攻克高反焊接良率难题
- 什么是调Q?一句话看懂激光核心原理
- 多年深耕电感剥漆行业,CCD视觉定位,精准剥离漆层无残留
- 激光打标机软件常用 6 大参数详解
- 飞镭激光|电感剥漆专业设备厂商,服务众多电感制造企业
- 紫外激光精密剥漆,飞镭激光多年深耕,不伤铜芯、易上锡
- 一体成型电感三面剥漆,飞镭激光深耕多年工艺稳定可靠
最新资讯文章
- 224G高速背板连接器低阻抗激光焊接工艺指南
- 224G高速背板连接器低阻抗激光焊接工艺指南
- 激光界的“武林高手”:一文读懂连续激光器与准连续激光器
- 镀金铜端子绿光激光点焊,攻克高反焊接良率难题
- 什么是调Q?一句话看懂激光核心原理
- 多年深耕电感剥漆行业,CCD视觉定位,精准剥离漆层无残留
- 激光打标机软件常用 6 大参数详解
- 飞镭激光|电感剥漆专业设备厂商,服务众多电感制造企业
- 紫外激光精密剥漆,飞镭激光多年深耕,不伤铜芯、易上锡
- 一体成型电感三面剥漆,飞镭激光深耕多年工艺稳定可靠
- 全自动电感激光剥漆机,飞镭激光多年行业经验,高速高良率
- 替代化学机械剥漆,飞镭激光多年深耕电感绿色加工方案
- 看不见的高温隐患:激光加工如何控热防不良
- 飞镭激光电感剥漆设备,成熟应用于绕线电感/贴片电感制程
- 多年电感剥漆技术沉淀,飞镭激光一站式激光剥漆解决方案
- 匠心深耕电感剥漆赛道,飞镭激光助力电感制造高效提质
- 聚力液冷核心工艺,赋能AI算力新基建|飞镭激光亮相2026文鳐·第三届国际AI数据中心液冷散热供应链峰会
- 高压水冷连接件激光焊接成型注意事项
- 光纤激光焊接机相比传统焊接有哪些优势
- 电感激光剥漆选飞镭:以深厚行业积淀,赋能全规格电感量产加工